Ingenieurskunst, die verbindet
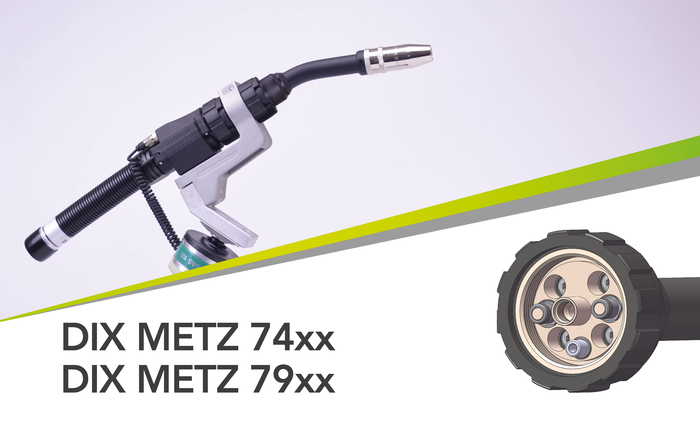
Modifiziertes Anschluss-Interface u.v.m. gewährleisten hohe Wirtschaftlichkeit und Präzision wie nie zuvor
Premium Brennertechnik der 330- und 304-Serie erreicht ein neues Level im Anwendungskomfort
Information über Sonderregelungen Dez-Jan
Erleben Sie unsere Produktinnovationen live in Essen.
Neue Webseite online
DINSE feiert die Neueröffnung des Firmensitzes und stellt neue Produkt-Highlights vor.
+49-(0)40-65875-0
info@dinse-gmbh.com